Multi-stage pumps
Multistage pumps are specialised pumping devices designed for pumping liquids over long distances or at high lift heights. They consist of several stages, each of which is a separate pumping element operating in series. This design allows multistage pumps to create high outlet pressures, which is particularly useful when pumping water, oil products, aggressive chemicals and other liquids with high viscosity or density. These pumps are widely used in a variety of industries, including the oil and gas industry, water supply, irrigation, and heating and air conditioning systems. Important advantages of multistage pumps are high performance, reliability and the ability to operate in various operating conditions, which makes them indispensable equipment for many production processes.
TOP-6 Multi-stage + other products
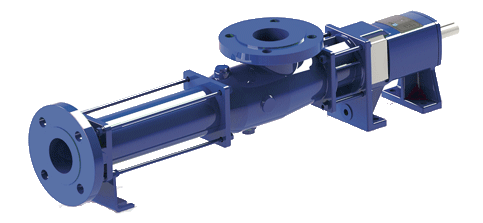
Industrial Progressive Cavity Pump
The pumps are used in various enterprises, industries, in the most difficult operating conditions, ensuring smooth fluid transfer. The pumps are suitable for pumping liquids with low and high viscosity, as well as for pumping abrasive, sticky, crushing and foaming liquids. The pumps are particularly suited for handling products with solid particles. The suction capacity is max. 5m/s. The pumps deliver regular, linear, pulsation-free and measured flow. Quiet operation without vibration.
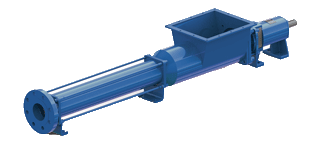
Hopper pumps
The design of the pumps allows them to be used for many different applications. The standard design includes an enlarged rectangular inlet hopper with a screw conveyor that pushes the product to be pumped into the pump's working section. There are versions in which the pump inlet is equipped with a large screw, an integrated cork breaker or both. Most pumps are supplied in a monoblock design (direct connection of the pump to the electric motor) or with a free shaft outlet (without an electric motor).
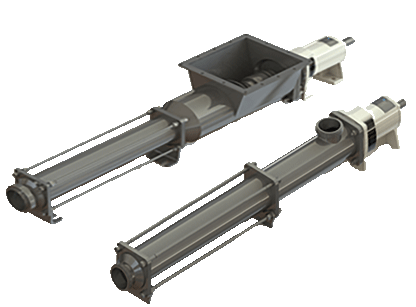
Hygienic Progressive Cavity Pump
The hygienic screw pumps are specially designed for use in the food, cosmetics and beverage industries. The pumps have a simple design, which greatly simplifies their cleaning. All metal parts in contact with the pumped product are made of SS304 / SS316 stainless steel. For the transport of materials with high viscosity, pumps with a wide discharge hopper are designed.
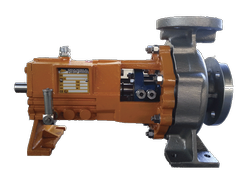
Horizontal centrifugal pumps
Idrochemical NCM centrifugal pumps comply with the dimensional criteria of ISO 2858 and ISO 5199. The casing and impeller profiles are designed to achieve high hydraulic efficiency and low NPSH.
The NCM line is available in five bearing housing sizes with wide interchangeability of parts, which allows for low maintenance spares.

Side Channel Blowers
Blowers are an excellent choice for many automated projects where the application requires large volumes of clean, dry air at low pressure and vacuum. We strive to provide a solution that allows for easy installation, yet provides low operating noise and energy savings in a small, lightweight design.
Multistage Pumps: Everything You Need to Know
Description of Multistage Pumps
Multistage pumps are specialized pumping devices used to pump liquids over long distances or at significant head heights. They consist of several stages, each of which is a separate pumping element operating in series. This design allows multistage pumps to create high outlet pressures, which is especially useful when pumping water, petroleum products, aggressive chemicals, and other liquids with high viscosity or density.
Advantages of industrial multistage pumps
Industrial multistage pumps have a number of advantages that make them indispensable equipment in various industries. They provide high performance and reliability in operation, which is especially important for production processes where constant and efficient pumping of liquids is required. In addition, industrial multistage pumps can operate in a variety of operating conditions, including aggressive media, high temperatures and pressures, making them a versatile solution for many applications.
Choosing the Right Multistage Pump
When choosing the right multistage pump, you need to consider a number of factors, including pressure requirements, flow rates and the type of fluid being pumped, as well as the specifics of the operating environment and operating conditions. It is important to choose the pump that best meets your needs and ensures the efficiency and reliability of your pumping system.
Application of multistage pumps in industry
Multistage pumps are widely used in various industries, including oil and gas, chemical, food and water supply. They are used to pump various liquids, including oil, water, solutions and others, as well as to supply water to high heights in irrigation or water supply systems.
Maintenance and support of multistage pumps
To ensure long-term and trouble-free operation of multistage pumps, regular maintenance and support are required. This includes checking and replacing worn parts, adjusting the suction parameters, and training personnel on the correct operation and maintenance of the equipment.
IF YOU DON'T FIND THE RIGHT OPTION, DON'T HESITATE TO CALL US.
WE WILL HELP YOU TO FIND THE RIGHT EQUIPMENT.
