Sealing pumps
Sealed pumps are special pumping devices that have a high degree of tightness and prevent liquid or gas from entering the external environment during operation. These pumps are widely used in a variety of industries, including the chemical, oil and gas, food and pharmaceutical industries, where safety and reliability are key criteria. Sealed pumps ensure safe and efficient pumping of various media, maintaining the stability of production processes and minimising the risk of potential accidents.
TOP-12 Sealing + other products

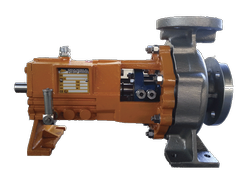
ANSI UC Sealless Pumps
Designed for use in the most extreme chemical processing applications, the ULTRAChem® series pumps are magnetically driven pumps that meet ANSI standards. The pumps are designed for pumping aggressive, chemically active liquids. The concentration of suspended solids should not exceed 1.25 mg/cubic cm. The pumps are ideal for operation at ultra-low ambient temperatures.

Drum/Barrel Pumps
FINISH THOMPSON is one of the leading manufacturers of barrel pumps and a specialist in centrifugal pumps in general. The range of drum pumps includes plastic and metal models used for emptying containers, barrels, tanks, medium-duty containers and hoppers. The range of centrifugal pumps includes stainless steel pumps, ETFE-coated process pumps, plastic pumps made of polypropylene and PVDF for aggressive, difficult chemicals.
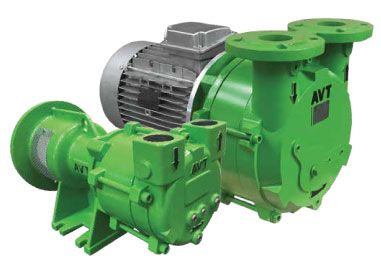
Single stage liquid ring vacuum pumps AVM & AVL
The AVM and AVL series consist of single-stage liquid ring vacuum pumps designed to achieve deep vacuum. Both series have the same hydraulics but different designs.
Horizontal centrifugal pumps
Idrochemical NCM centrifugal pumps comply with the dimensional criteria of ISO 2858 and ISO 5199. The casing and impeller profiles are designed to achieve high hydraulic efficiency and low NPSH.
The NCM line is available in five bearing housing sizes with wide interchangeability of parts, which allows for low maintenance spares.

In-line centrifugal pumps
Сlose coupled industrial pumps of the NCL series - IN LINE design - are units designed to support technological processes involving the pumping of hazardous liquids. The main field of application of such equipment is the petrochemical and chemical industries. The pumps are indispensable for solving such tasks as pumping acids, caustics, chlorine alkaline solutions, chemical fibers, polymers, volatile organic compounds, sludge pumping and waste treatment. The pumps are CE-marked and comply with applicable European directives such as ATEX.

Two-stage liquid ring vacuum pumps of the AVD series
Two-stage vacuum pumps of the AVD-AVDL series are capable of creating a maximum residual pressure of up to 33 mbar. They are in demand in cases where it is necessary to pump out various moisture in the form of steam or liquids in sufficiently large quantities. The reliability of the products is beyond doubt, they are easy to maintain, and they can be used to pump out any gas or vapour. Materials used for manufacturing range from high-quality, particularly resistant cast iron to stainless steel of the highest grades, for example, AISI 316.
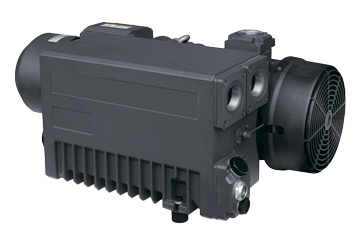
Oil rotary vane vacuum pumps AVPL
The AVPL oil rotary lobe pumps are extremely compact thanks to their integrated motor and transmission, making them the ideal choice for compact installations. They are equipped with extremely robust blades that ensure a long service life. Specially designed oil filters ensure excellent oil separation, removing even the smallest oil droplets from the exhaust air.

Dry-operated rotary vane vacuum pumps AVPS
Dry operated rotary vane pumps designed to operate without any lubrication. They require minimum maintenance, which can be carried out easily thanks to the direct access to the vanes. They can be used as vacuum pumps, as compressors, or to produce vacuum and pressure simultaneously.

PTO/PQO/PSO series
The pumps of the PTO-PQO-PSO series comply with API 674 and ASME standards and are specifically designed and manufactured for process applications where continuous heavy duties are involved, demanding highest operating reliability and longest maintenance intervals.

Centrifugal pump W +
W+ is a comprehensive range of premium sanitary end-suction centrifugal pumps designed with maximum operating benefits and minimal life cycle costs in mind. Energy-saving sanitary centrifugal pumps of the W+ series are characterized by increased reliability and a high level of hygiene. The pump series consists of 17 standard models.

Single stage liquid ring vacuum pumps AVA
The AVA series pumps are designed and manufactured for use in the most critical applications, their main feature being that they are suitable for suction of contaminated gas mixtures, corrosive gases and vapours, explosive gases and vapours of any nature up to normal end vacuum, providing a maximum vacuum of up to 180 mbar. They are manufactured to the highest quality standards.
Industrial hermetic pumps: ensuring reliability and safety
Description of pump hermeticity
The hermeticity of pumps is a key factor in production. This quality ensures the safety and efficiency of pumping devices. Hermetic pumps are specially designed to prevent leakage of liquid or gas during their operation.
Advantages of using hermetic pumps
The use of industrial hermetic pumps provides several important advantages. Firstly, they guarantee the safety of the pumped media, preventing leakage and minimizing the risk of accidents. In addition, hermetic pumps increase the efficiency of production processes and reduce the cost of maintenance and repair of equipment.

Applications of Hermetic Pumps
Hermetic pumps are widely used in various industries, including the chemical, oil and gas, food and pharmaceutical industries. They are used to pump aggressive chemicals, petroleum products, food ingredients and much more. Hermetic pumps are also effectively used in water supply and wastewater systems, where it is necessary to ensure reliable and safe operation of the equipment.
Choosing a hermetic pump
When choosing a hermetic pump, it is important to consider several factors, such as environmental characteristics, operating conditions, performance requirements and available budget. There are various models and types of hermetic pumps on the market, each of which has its own features and advantages. Choosing the right pump will ensure efficient and safe operation of the pumping system.
IF YOU DON'T FIND THE RIGHT OPTION, DON'T HESITATE TO CALL US.
WE WILL HELP YOU TO FIND THE RIGHT EQUIPMENT.
